|
THE shawl was woven face downwards. To the weaver
there appeared only a mass of floating threads, without form and void. Close
attention on the part both of weaver and draw-boy was thus necessary every
moment, in order to prevent any false shot from passing in to mar the
design. The weaver had another constant care
before him. Every inch that he wove must measure to the minutest fraction,
neither more nor less, than the precise space allotted by the design. This
perfect accuracy arose because of the necessity that a plaid of three or
four yards in length must terminate within a quarter of an inch of its
stipulated length. The former reference to the mode of dyeing or staining
the warps will make this obvious.
How much
skill and delicacy of touch was required will be plain to every reader. As
an aid to guide him, the weaver usually passed a pin through the cloth, and
carefully measured each three or four inches, knowing, as he did, that 100
or a 1,000 shots ought to measure a definite length, or complete so much of
the design. And it must be acknowledged to be a triumph of weaving, that in
a plaid measuring three or four yards in length, with six or seven colours
running, and a heavy box-lay to handle, the plaid should be brought to a
perfect finish within a quarter of an inch of its assigned limit.
The lay in common use was one of ten boxes, with a drop
motion controlled by a trigger under the weaver's thumb, so that he could
raise or drop each box in succession, or skip one or more as required. Thus,
if eight colours formed the design, it might happen that colour 3 in the
gamut of colours was silent in a particular bridle. The draw-boy would see
this by a gap being left, and call out "miss ane;" the weaver would then
drop box 3 and pass to the fourth colour. When the completed shots of each
bridle had passed through, then would follow the ground shot; but as this
was often a heavy lift, too much for a boy to raise, he had the control of a
strong wooden lever, moving on a spindle, called the "deil" or "douge."
Pressing this against the simple, the heavy lift was thus made, and the
ground shots were passed through.
The ground
colour of the fabric was generally fine Thibet wool (Botany worsted), and
being of a smaller count or thinner thread than the spotting or figure
colours, there were usually two or more shots put in for one of the spotting
colours, the threads of which were always thicker. The bridle was therefore
composed of, say two ground shots, one of each of the spotting colours, and
then a shot of fine lace cotton. This is the "sma' shot" which is
commemorated in the holiday, as explained further on. The small shot acted
as a binder for all the other colours, and was not intended to be seen. It
was put through a shed formed by the weaver with heddles continuous across
the width of the warp, and not by any action of the draw-boy. The ground or
back lash was formed by the boy drawing Out all the lashes of a bridle with
the left hand and passing in the "deil" with the right hand. Pushing it back
with all that remained of the simple, he raised the ground shed, which had
to be held up for two shots, the weaver forming the twill by treading the
heddles. It was arduous work for a young boy,
requiring continuous attention, as a mistake on his part might work havoc on
the design. Like his master, he too needed a careful touch. Lash number x
might represent only a few threads of the simple, and so a light touch was
needed to make the required shed. Lash number 5 might need all his strength
to draw it down and so make a clear passage for the shuttle. If the weaver
were harsh and exacting, the poor boy was in constant fear lest a slip might
be made. But even under a kindly master, the work was heavy, and often the
hours were long, running sometimes near to midnight on occasional
emergencies. In cold weather his bare feet would be nestled within his
Kilmarnock bonnet, resting on- the clay floor. And yet these boys were a
brave cheery race, full of fun and mischief, and ready for any ploy when the
web was out, or the "maister" gone for a day to the fishing or curling, or
mayhap on the "spree." Indeed, the draw-boys rather preferred a master who
occasionally enjoyed himself "not wisely but too well." Not a few of these
draw-boys rose to positions of influence in the old country, and in the
"Greater Britain" beyond the seas. Peace be to their memory.
In the way
we have endeavoured to describe, the old weavers made beautiful and perfect
productions. It would be difficult now to find handicraft workers to exhibit
such patience, skill, and devotion. It was severe work, both for man and
boy. Verily the workers of our day have a lighter lot to face. But these old
weavers had some compensations. Out of the travail of this drudgery, was
born the patient industry, the intellectual strength, the cultured taste,
and that love of beauty in fabrics, in nature, and in song, which marked the
weavers of Paisley.
Although the weaving of
the Harness Shawl was a delicate operation, and had a highly educative
effect on the workman, there were many preparatory and subsidiary
occupations connected with the shawl manufacture, where highly skilled
labour was also required. No weaver, however wide his knowledge and
experience, could undertake the whole of these operations, and thus
specialists arose for every department. This was an important point in the
spread of the very high intellectual training, which the Harness Shawl
trade, above many other occupations, was instrumental in promoting.
The designing was a very special department, and
demanded a wide culture. Designing for a garment that is to be draped on the
figure, differs materially from that destined for a wall-paper or a carpet.
A good shawl designer had not only to be a careful student of Indian art,
and of design in general, he had also to understand the limits which a loom
imposes on design, and to know the number of warp threads which the harness
could control, and so construct his pattern that it would be possible to
produce it on the loom that then existed, and at a price that would command
the market. Thus the designers requiring in addition to their artistic
skill, to possess considerable technical knowledge, were quite a superior
class of operatives.
Dyeing was equally
important, and required highly skilled workmen. From the necessity of having
the parti-coloured finish on the border, and different coloured portions
through all the length of the warp, dyeing became practically a system of
printing, and had to be most carefully done. Men were thus trained in
handicraft to a degree of skill, and with an intelligence that has very
little counterpart in many of our present industries. To enable the dyer to
properly stain or print the warp, the warping had to be so carefully done as
to create another class of specialists known as warpers. The kind of work to
which these men devoted themselves required the utmost delicacy. One of the
most exacting parts of the manufacturer's duty was the drawing of the dyeing
plan, so as to guide correctly both the warpers and the dyers.
The placing of such a stained warp on the beam ready
for the weaver, was the work of the beamers, and this also required a
specially trained class of men, who entirely devoted themselves to this
operation. The stained portions had to be placed accurately at their proper
place. Certain little flaws might be afterwards remedied with a paint brush,
but any material error in the beaming would produce a damaged plaid, hence
this important operation came to be a special industry.
Designing, warping, staining, and beaming were
operations outside of the loom, and none of the weavers undertook any part
of these operations. But in the loom, the harness-tying and the entering
were occasionally done by the weaver himself, if he were competent, but in
most cases these matters were confided to specialists. Harness-tiers thus
became a separate class of operatives, who had great skill in this work and
could do it much quicker than any weaver. Entering the web, that is, passing
each thread through its proper eye in the mail or heddle, became a distinct
profession of the enterers, who were much more expert at this delicate and
responsible operation than any weaver could be.
The work of the flower-lasher, also, formed a separate
profession. This subdivision of labour not only produced the best work, but
it widely extended the culture of the operatives.
Even when the shawl came out of the loom, it had to go
to professional clippers, to clear the under part of the loose threads, a
work that had to be confided to specially trained hands. The clipping
machine was a framework carrying a set of steel blades, which revolved at a
great speed, under which the shawl was passed several times, each closer
than the preceding, till all the loose threads were cleanly shaven off. The
weight of the shawl would thus sometimes be reduced from one hundred ounces,
when it came out of the loom, to thirty four ounces, which was considered
the average weight for a good quality of plaid. It is evident that this
operation, although done by a machine, required an intelligent and skilful
-worker. The slightest error in the adjustment of the knives might destroy a
valuable plaid. Then followed the fringing,
finishing, and pressing of the shawls, which again employed people specially
trained to these matters. Thus all the workers connected with the
manufacture of the shawl had to be intelligent, patient, and skilful. The
work in all its branches contributed to form that cultured character which
marked the Paisley operative.
The Paisley
Shawl as now described, was woven on the draw-loom by the aid of the
draw-boy. The mechanism of this loom is shown in Plate 13.
Attempts were made as far back as 1728 to do the
draw-boy's work by means of perforated cards. This invention was perfected
by a French weaver, Joseph Marie Jacquard (1752-1834), in the machine which
bears his name, and which was first shown in i8oi. The French adopted it
much earlier than the Paisley weavers. Ultimately it made its way here, and
gradually superseded the draw-boy, who was rarely employed after 1850.
Mechanical improvements of this kind were inevitable
and desirable, yet the tendency of machinery is to alter entirely the type
of workman, and thus the old cultured and ingenious weaver gradually
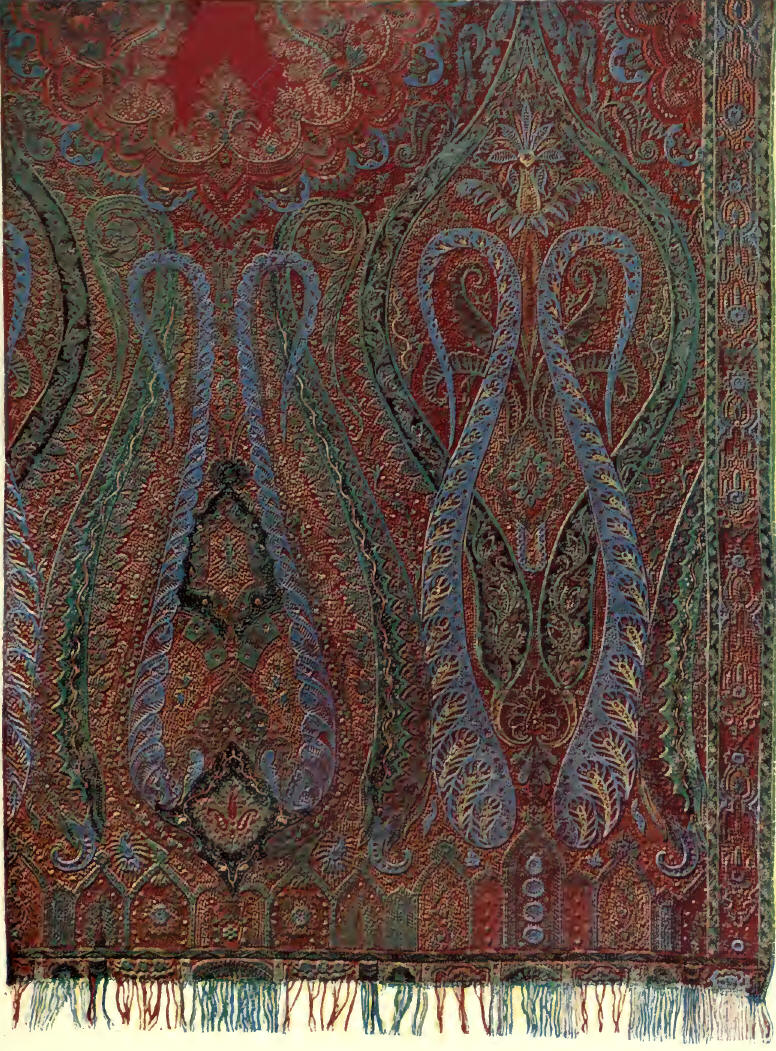
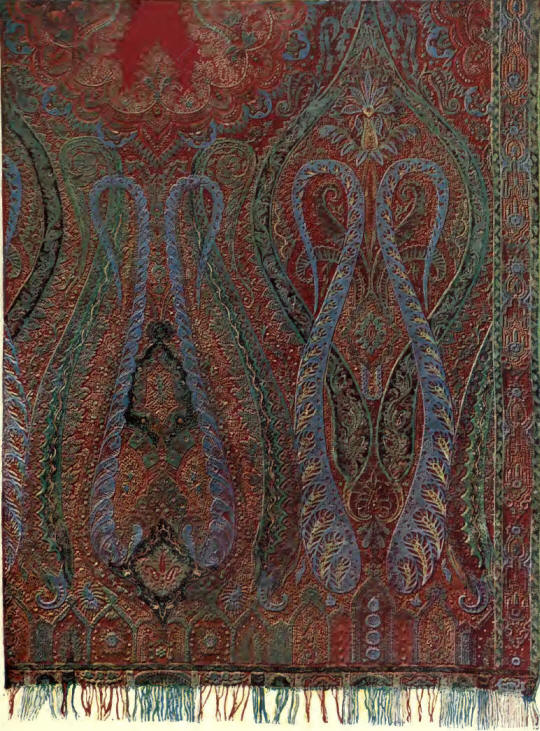
disappeared. Before leaving this subject, it
may be well to mention the introduction of the double or reversible shawl.
The harness shawl, as we have said, was woven face downwards, and the loose
threads at the back were cut off by a clipping machine, so that the pattern
was shown only on one side. In the reversible shawl, the warp and weft
threads were so arranged as to show a pattern on both sides, and no loose
ends required to be cut off. Mr. John Cunningham was principally concerned
in this invention. Plate 9 shows a shawl of this class. It will be observed
that the part folded over, is the same design as the lower portion, but with
the colours reversed.
Large numbers of
reversible shawls were made between i 86o and 1885, but the invention came
too late to give the inventor the reward which his ingenuity deserved. The
shawl as an article of dress went Out of fashion, and no improvements or
cheapening of production, could revive the demand. Even if fashion had not
changed, the hand-loom industry, which had so much to do with the
development of the peculiar character of the weavers of Paisley, was certain
to decay, in face of the general adoption of the power-loom. The great mass
of the public will always purchase in the end, the machine-made article
because of its cheapness.
 |