|
Manufacture of Indigo—Loading the vats—Beating—Boiling,
straining, and pressing—Scene in the Factory—Fluctuation of
produce—Chemistry of Indigo.
INDI GO is
manufactured solely from the leaf. When arrangements have been made for
cutting and carting the plant from the fields, the vats and machinery are
all made ready, and a day is appointed to begin "Mahye" or manufacture. The
apparatus consists of, first, a strong serviceable pump for pumping up water
into the vats : this is now mostly done by machinery, but many small
factories still use the old Persian wheel, which may be shortly described as
simply an endless chain of buckets, working on a revolving wheel or drum.
The machine is worked by bullocks, and as the buckets ascend full from the
well, they are emptied during their revolution into a small trough at the
top, and the water is conveyed into a huge masonry reservoir or tank,
situated high up above the vats, which forms a splendid open-air bath for
the planter when he feels inclined for a swim. Many of these tanks, called Kojhana, are
capable of containing 40,000 cubic, feet of water or more.
Below, and in a line with this reservoir, are the steeping
vats, each capable of containing about 2000 cubic feet of water when frail.
Of course the vats vary in size, but what is called a pucca vat
is of the above capacity. When the fresh green plant is brought in, the
carts with their loads are ranged in line, opposite these loading vats. The
loading coolies, "Bojhunnias"—so called from "Bojh," a
bundle—jump into the vats, and receive the. plant from the cart-men,
stacking it up in perpendicular layers, till the vat is full : a horizontal
layer is put on top to make the surface look even. Bamboo battens are then
placed over the plant, and these are pressed down, and held in their place
by horizontal beams, working in upright posts. The uprights have holes at
intervals of six inches. An iron pin is put in one of the holes; a lever is
put under this pin, and the beam pressed down, till the next hole is reached
and a fresh pin inserted, which keeps the beam down in its place. "When
sufficient pressure has been applied, the sluice in the reservoir is opened,
and the water runs by a channel into the vat till it is full. Vat after vat
is thus filled till all are finished, and the plant is allowed to steep from
ten to thirteen or fourteen hours, according to the state of the weather,
the temperature of the water, and other conditions and circumstances which
have all to be carefully noted.
At first a greenish yellow tinge appears in the water,
gradually deepening to an intense blue. As the fermentation goes on, froth
forms on the surface of the vat, the water swells up, bubbles of gas arise
to the surface, and the whole range of vats presents a frothing, bubbling,
sweltering appearance, indicative of the chemical action going on iu the
interior. If a torch be applied to the surface of a vat, the accumulated gas
ignites with a loud report, and a blue lambent flame travels with amazing
rapidity over the effervescent liquid. In very hot weather I have seen the
water swell up over the mid walls of the vats, till the whole range would be
one uniform surface of frothing liquid, and on applying a light, the report
has been as loud as that of a small cannon, and the flame has leapt from vat
to vat like the flitting will-o'-the-wisp on the surface of some miasmatic
marsh.
When fermentation has proceeded sufficiently, the temperature
of the vat lowers somewhat, and the water, which has been globular and
convex on the surface and at the sides, now becomes distinctly convex and
recedes a very little. This is a sign that the plant has been steeped long
enough, and that it is now time to open the vat. A pin is knocked out from
the bottom, and the pent-up liquor rushes out in a golden yellow stream
tinted with blue and green into the beating vat, which lies parallel to, but
at a lower level than the loading vat.
Of course as the vats are loaded at different hours, and the
steeping varies with circumstances, they must be ready to open also at
different intervals. There are two men specially engaged to look after the
opening. The time of loading each vat is carefully noted; the time it will
take to steep is guessed at, and an hour for opening written down. When this
hour arrives, the Gunta
parree,
or timekeeper, looks at the vat, and if it appears ready he gets the pinmen
to knock out the pin and let the steeped liquor run into the beating-vat.
Where there are many vats, this goes on all night, and by the
morning the beating vats are all full of steeped liquor, and ready to be
beaten.
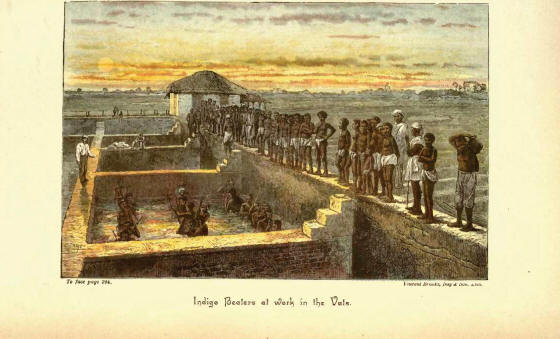
The beating now is mostly done by machinery; but the old
style was very different. A gang of coolies (generally Dangurs) were put
into the vats, having long sticks with a disc at the end, with which,
standing in two rows, they threw up the liquor into the air. The quantity
forced up by the one coolie encounters in raid air that sent up by the man
standing immediately opposite to him, and the two jets meeting and mixing
confusedly together, tumble down in broken frothy masses into the vat.
Beginning with a slow steady stroke the coolies gradually increase the pace,
shouting out a hoarse wild song at intervals; till, what with the swish anil
splash of the falling water, the measured heat of the furrowahs or
beating rods, and the yells and cries with which they excite each other, the
noise is almost deafening. The water, which at first is of a yellowish
green, is now beginning to assume an intense blue tint; this is the result
of the oxygenation going on. As the blue deepens, the exertions of the
coolie increase, till with every muscle straining, head thrown back, chest
expanded, his long black hair dripping with white foam, and his bronzed
naked body glistening with blue liquor, he yells and shouts and twists and
contorts his body till he looks like a true "blue devil." To see eight or
ten vats full of yelling howling blue creatures, the water splashing high in
mid air, the foam decking the walls, and the measured beat of the furrowahs rising
weird-like into the morning air, is almost enough to shake the nerve of a
stranger, but it is music in the planter's ear and he can scarce refrain
from yelling out in sympathy with his coolies, and sharing in their frantic
excitement. Indeed it is often necessary to encourage them if a vat proves
obstinate, and the colour refuses to come—an event which occasionally does
happen. It is very hard work beating, and when this constant violent
exercise is kept up for about three hours (which is the time generally
taken), the coolies are pretty well exhausted, and require a rest.
During the beating, two processes are going on
simultaneously. One is chemical—oxygenation—turning the yellowish green dye
into a deep intense blue; the other is mechanical— a separation of the
particles of dye from the water in which it is held in solution. The beating
seems to do this, causing the dye to granulate in larger particles.
"When the vat has been beaten, the coolies remove the froth
and scum from the surface of the water, and then leave the contents to
settle. The fecula or dye, or mall, as
it is technically called, now settles at the bottom of the vat, in a soft
pulpy sediment, and the waste liquor left on the top is let off through
graduated holes in the front. Pin after pin is gradually removed, and the
clear sherry-coloured waste allowed to run out till the last hole in the
series is reached,
and nothing but dye remains in the vat. By this time the
coolies have had a rest and food, and now they return to the works, and
either lift up the mall in
earthen jars and take it to the mall tank, or—as is now more commonly
done—they run it along a channel to the tank, and then wash out and -clean
the vat to be ready for the renewed beating on the morrow. When all the mall has
been collected in the mall tank, it is next pumped up into the straining
room. It is here strained through successive layers of wire gauze and cloth,
till, free from dirt, sand and impurity, it is run into the large iron
boilers, to be subjected to the next process. This is the boiling. This
operation usually takes two or three hours, after which it is run off along
narrow channels, till it reaches the straining-table. It is a very important
part of the manufacture, ami has to be carefully done. The straining-table
is an oblong shallow wooden frame, in the shape of a trough, but all
composed of open woodwork. It is covered by a large straining-sheet, on
which the mall settles ; while the waste water trickles through and is
carried away by a drain. When the mall has stood on the table all night, it
is next morning lifted up by scoops and buckets and put into the presses.
These are square boxes of iron or wood, with perforated sides and bottom and
a removable perforated lid. The insides of the boxes are lined with press
cloths, and when filled these cloths are carefully folded over the mall, which
is now of the consistence of starch; and a heavy beam, worked on two upright
three-inch screws, is let down on the lid of the press. A long lever is now
put on the screws, and the nut worked slowly round. The pressure is
enormous, and all the water remaining in the mall is
pressed through the cloth and perforations in the press-box till nothing but
the pure indigo remains behind.
The presses are now opened, and a square slab of dark moist
indigo, about three or three and a half niches thick, is carried off on the
bottom of the press (the top and sides having been removed), and carefully
placed on the cutting frame. This frame corresponds in size to the bottom of
the press, and is grooved in lines somewhat after the manner of a
chess-board. A stiff iron rod with a brass wire attached is put through the
groove under the slab, the wire is brought over the slab, and the rod being
pulled smartly through brings the wire with it, cutting the indigo much in
the same way as you would cut a bar of soap. When all the slab has been cut
into bars, the wire and rod are next put into the grooves at right angles to
the bars and again pulled through, thus dividing the bars into cubical
cakes. Each cake is then stamped with the factory mark and number, and all
are noted down in the books. They are then taken to the drying-house; this
is a large airy building, with strong shelves of bamboo reaching to the
roof, and having narrow passages between the tiers of shelves. On these
shelves or mychans, as
they are called, the cakes are ranged to dry. The drying takes two or three
months, and the cakes are turned and moved at frequent intervals, till
thoroughly ready for packing. All the little pieces and corners and chips
are carefully put by on separate shelves, and packed separately. Even the
sweepings and refuse from the sheets and floor are all carefully collected,
mixed with water, boiled separately, and made into cakes, which are called
"washings."
During the drying a thick mould forms on the cakes. This is
carefully brushed off before packing, and, mixed with sweepings and tiny
chips, is all ground up in a hand-mill, packed in separate chests, and sold
as dust. In October, when mohye is
over, and the preparation of the land going on again, the packing begins.
The cakes, each of separate date, are carefully scrutinised, and placed in
order of quality. The finest qualities are packed first, in layers, in
mango-wood boxes; the boxes are first weighed empty, re-weighed when full,
and the difference gives the nett weight of the indigo. The tare, gross, and
nett weights are printed legibly on the chests, along with the factory mark
and number of the chest, and when all are ready, they are sent down to the
brokers in Calcutta for sale. Such shortly is the system of manufacture.
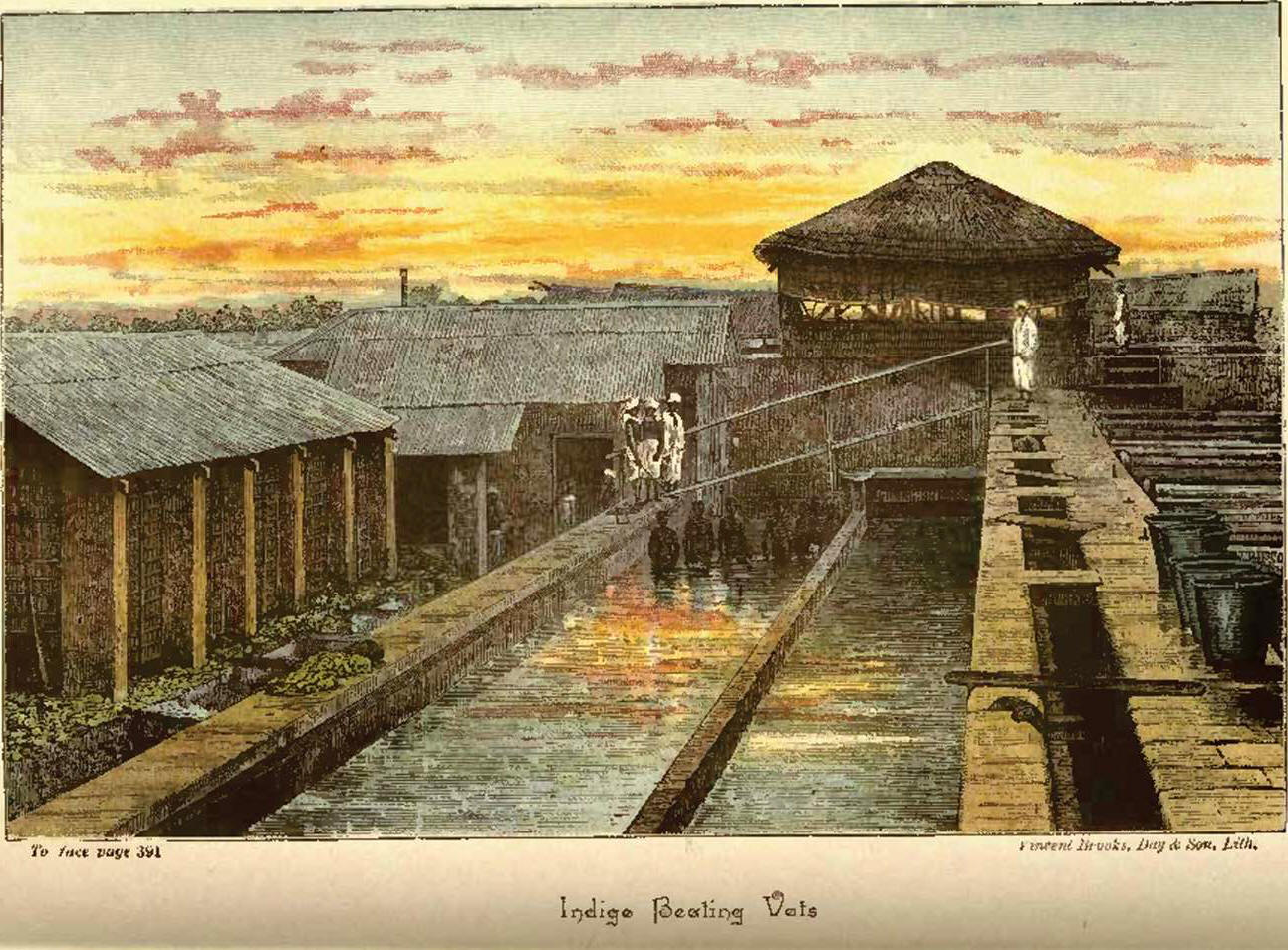
During mahye the factory is a busy scene. Lung before break
of day the ryots and coolies are busy cutting the plant, leaving it in green
little heaps for the cartmen to load. In the early morning the carts are
seen converging to the factory on every road, crawling along like huge green
beetles. Here a cavalcade of twenty or thirty carts, there in clusters of
twos or threes. When they reach the factory the loaders have several vats
ready for the reception of the plant, while others are taking out the
already steeped plant of yesterday; staggering under its weight, as,
dripping with water, they toss it on the vast accumulating heap of refuse
material.
Down in the vats below, the beating coolies are plashing and
shouting and veiling, or the revolving wheel (where machinery is used) is
scattering clouds of spray and foam In the. blinding sunshine. The firemen,
stripped to the waist, are feeding the furnaces with the dried stems of last
year's crop, which forms our only fuel. The smoke hovers in volumes over the
boiling-house. The pinmen are busy sorting their pins, rolling hemp round
them to make them fit the holes more exactly. Inside the boiling-house,
dimly discernible through the clouds of stilling steam, the boiler-men are
seen with long rods, stirring slowly the boiling mass of bubbling blue. The
clank of the levers resounds through the pressing-house, or the hoarse
gutteral "hah, hah!" as the huge lever is strained and pulled at by the
press-house coolies. The straining-table is being cleaned by the table
"mate" and his coolies, while the washerman stamps on his sheets and
press-cloths to extract all the colour from them and the cake-house boys run
to and fro between the cutting-table and the cake-house with batches of
cakes on their heads, borne on boards, like a baker taking his hot rolls
from the oven, or like a busy swarm of ants taking the spoil of the granary
to their forest haunt. Everywhere there is a confused jumble of sounds. The
plash of water, the clank of machinery, the creaking of wheels, the roaring
of the furnaces, mingle with the shouts, cries, and yells of the excited
coolies; the vituperations of the drivers as some terrified or obstinate
bullock plunges madly about; the objurgations of the "mates" as some lazy
fellow eases his stroke in the beating vats; the cracking of whips as the
bullocks tear round the circle where the Persian wheel creaks and rumbles in
the damp, dilapidated wheel-house; the dripping buckets revolving clumsily
on the drum; the arriving and departing carts; the clang of the anvil, as
the blacksmith and his men hammer away at some huge screw which has been
bent; the hurrying crowds of cartmen and loaders with their burdens of fresh
green plant or dripping refuse;—form such a medley of sights and sounds as I
have never seen equalled in any other industry.
The planter has to be here, there, and everywhere. He sends
carts to this village or to that, according as the crop ripens. Coolies must
be counted and paid daily. The stubble must be ploughed to give the plant a
start for the second growth whenever the weather will admit of it. Exports
have to be sent to the agents and owners. The boiling must be narrowly
watched, as also the beating and the straining. He has a large staff of
native assistants, but if his mahye is
to be successful, his eye must be over all. It is an anxious time, but the
constant work is grateful, and when the produce is good, and everything
working smoothly, it is perhaps the most enjoyable time of the whole year.
Is it nothing to see the crop, on which so much care has been expended,
which you have watched day by day through all the vicissitudes of the
season, through drought and flood and blight; is it nothing to see it safely
harvested, and your shelves tilling day by day with tine sound cakes, the
representatives of wealth, that will fill your pockets with commission, and
build up your name as a careful and painstaking planter?
"What's your produce?" is now the first query at this season,
when planters meet. Calculations are made daily, nay hourly, to see how much
is being got per beegah, or how much per vat. The presses are calculated to
weigh so much. Some days you will get a press a vat, some days it will mount
up to two presses a vat, and at other times it will recede to half a press a
vat, or even less. Cold wet weather reduces the produce. Warm sunny weather
will send it up again. Short stunted plant from poor lands will often reduce
your average per acre, to be again sent up as fresh, hardy, leafy plant
comes in from some favourite village, where you have new and fertile lands,
or where the plant from the rich zeraats laden with broad strong leaf is
tumbled into the loading vat.
So far as I know, there seems to be no law of produce. It is
the most erratic and incomprehensible thing about planting. One day your
presses are full to straining, next day half of them lie empty. No doubt the
state of the weather, the quality of your plant, the temperature of the
water, the length of time steeping, and other things have an influence; but
1 know of no planter who can entirely and satisfactorily account for the
sudden and incomprehensible fluctuations and variations which undoubtedly
take place in the produce or yield of the plant. It is a matter of more
interest to the planter than to the general public; but all I can say is,
that if the circumstances attendant on any sudden change in the yielding
powers of the plant were more accurately noted; if the chemical conditions
of the water, the air, and the raw material itself, more especially hi
reference to the soil on which it grows, the time it takes in transit from
the field to the vat, and other points, which will at once suggest
themselves to a practical planter, were more carefully, methodically, and
scientifically observed, some coherent theory resulting in plain practical
results might be evolved.
Planters should attend more to this. I believe the chemical
history of indigo has yet to be written. The whole manufacture, so far as
chemistry is concerned, is yet crude
INDIAN FACTORY PEON.
and ill-digested. I know that by careful experiment, and
close scientific investigation and observation, the preparation of indigo
could be much improved. So far as the mechanical appliances for the
manufacture go, the last ten years, 1870 to 1880, have witnessed amazing and
rapid improvements. "What is now wanted, is, that what has been done for the
mere mechanical appliances, should be done for the proper understanding of
the chemical changes and conditions in the constitution of the plant, and in
the various processes of its manufacture.*
* Since the above chapter was written, Mons. P. I. Michea, a
French chemist of some experience in Indigo matters, has patented an
invention (the result of much study, experiment, and investigation), by the
application of which an immense increase in the produce of the plant has
been obtained in several factories where it has been worked in Jessore,
Purneah, Kishnaghur, and other places. This increase, varying according to
circumstances, has in some instances reached the amazing extent of 30 to 47
per cent., and so far from being attended with a deterioration of quality
the dye produced is said to be finer than that obtained under the old crude
process described in the above chapter. This shows what a waste must have
been going on, and what may yet be done by properly organised scientific
investigation. I firmly believe that with an intelligent application of the
principles of chemistry and agricultural science, not only to the
manufacture, but to growth, cultivation, nature of the soil, application of
manures, arid other such departments of the business, quite a revolution
will set in, and a new era in the history of this great industry will be
inaugurated. Less arta for crop will be required, working expenses will be
reduced, a greater out-turn, and a more certain crop secured, and all
classes, planter and ryot alike, will be benefited. |