|
RAPIDITY of construction baa been characteristic of the engine and boiler
works of the Scotts to at least as great an extent as in the shipbuilding
yard. Several instances might be noted, beginning with six
blockade-runners, built in a very short period, in 1864, and fitted with
engines to give a speed of 12 knots at sea and 13 1/2 knots on trial. A
recent and striking instance is the construction of boilers and engines
for twenty of the passenger steamers built for traffic on the Thames, to
the order of the London County Council, and described on pages 83 and 84,
ante. The contract for this work was signed towards the end of November,
1904, and work was commenced about the beginning of December. The various
parts of the engines were being machined and finished during the month of
January and the beginning of February, 1905; and all of the twenty sets of
engines and boilers were completed by the end of May. Another noteworthy
ease is the construction of the machinery for the steamship Fengten,
described on page 80, ante. Work was commenced on the machinery in the
middle of January, and finished about the end of April. The machinery was
fitted in the ship and ready for the trials on the 29th May. The total
time taken from the beginning of work was well wider five months.
The pattern shop, where all work originates, is fitted with the usual
pattern-making machinery, including a core-making machine.
The iron foundry, which was begun in 1790,2 and around which the large
engineering establishment has since been raised step by step, continues to
do sound work. There are four cupolas, of a combined capacity of about 20
tons, and cylinders up to 120 in. in diameter are cast. These facts
suggest the satisfactory character of the equipment.
The brass foundry is an equally important department, where first-class
work is done. There are fifty-two crucible pots in use, varying in size up
to 150 lb., and of a collective capacity of about 2 tons; also an air
furnace capable of producing at one heat 12 tons of metal, for such heavy
castings as are required for preparing shaft liners, large we chests for
naval ships, etc. The strength of Admiralty gun metal made in this foundry
is up to 18 tons per square inch, with 30 per cent. of elongation in a
2-in, length.. The foundry is served by an electrically-operated jib
crane.
In the forge and smiths' shops a large amount of detail work is done, in
units ranging up to 3 tons in weight. The hammers vary up to 15 cwt.
power. A considerable amount of die-stamping is done in connection with
auxiliary engine forgings, etc. All paddle-wheels are made in this
department. The blast for the fires is got from an electrically-driven
fan.
The machine shop, which was one of the first constructed with a completely
glazed roof, occupies a site on a steep slope, one side being formed by a
heavy retaining wall, as
shown in the engraving on Plate XLIX., facing page 106. At the level of
the top of the wall, which is 25 ft. high, there is the light machine
shop, while at the end of the bay and over the annexe situated to the left
of the engraving, is the brass-finishing shop. There is a 2-ton hoist
between the erecting-shop floor and the galleries, so that no
inconvenience, so far as transport is concerned, is involved by this
arrangement.
Originally a stream ran down the hill and over the site on which the Works
are located, and its waters have for many years been utilised as a source
of power. A special 24-in, inward-flow turbine works in the conduit which
conveys the water across the site, and this turbine develops continuously
80 horse-power. This serves to drive some of the machines in the boiler
works. The turbine runs in parallel with a compound vertical engine, which
drives the shafts actuating the groups of small machines in the engine
shop. Many of the larger tools, however, are electrically-driven by
separate motors, the current being transmitted from the central station
already described.
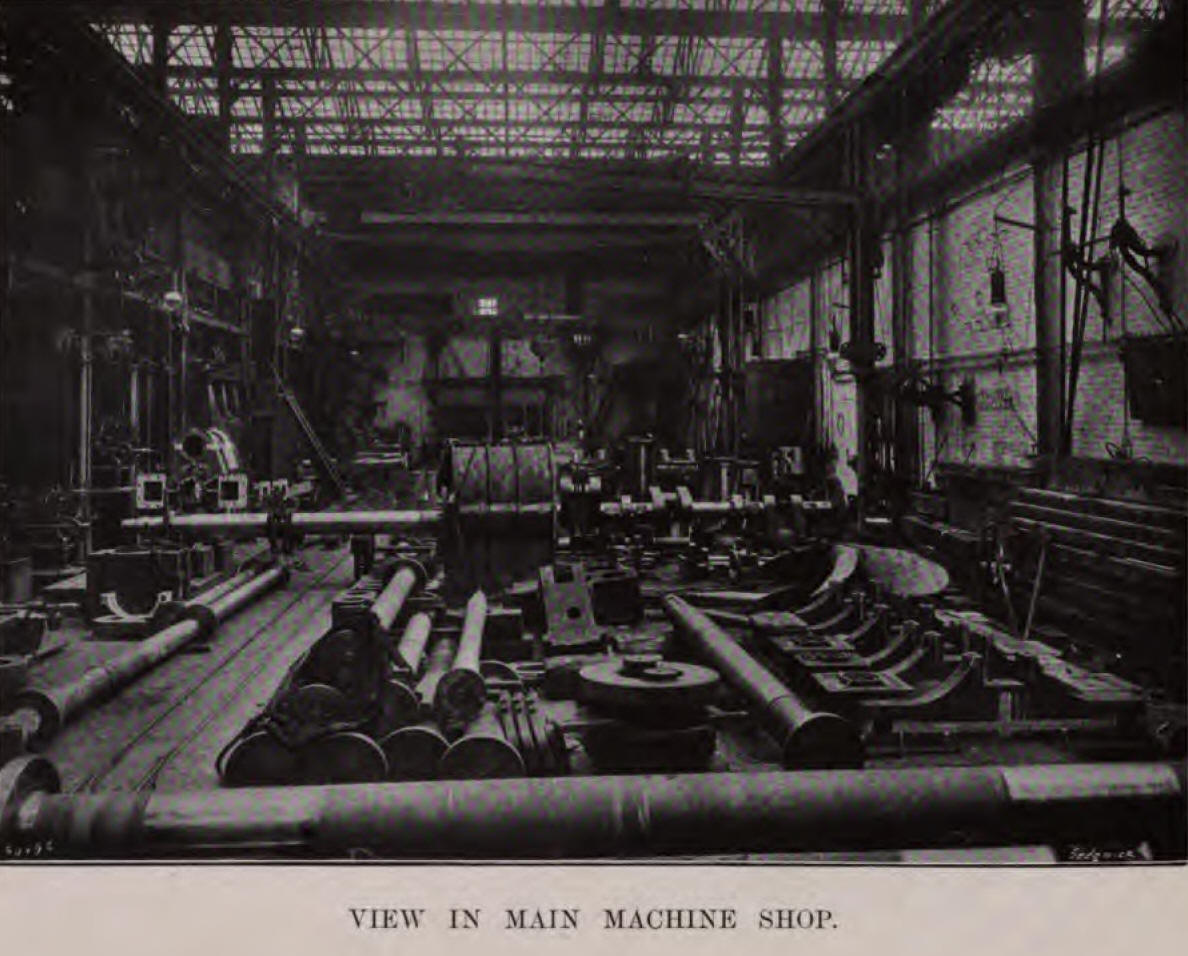
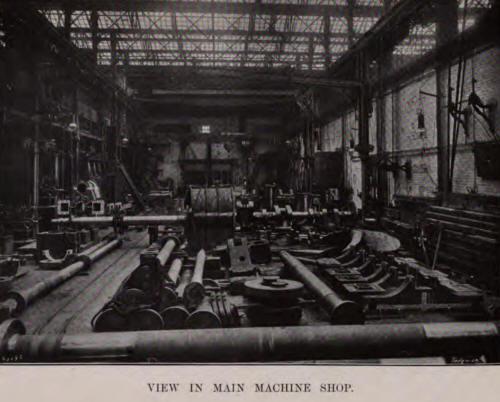
The engravings on Plates XXXIX. and XLIX., facing pages 92 and 106
respectively, illustrate the main machine shop, which has a width of 60
ft., and, with the adjoining bay, accommodates some of the finest marine
engineering tools made. Perhaps the best indication of their efficiency is
the fact that three weeks suffice for the machining of the parts of a
complete set of engines to develop 2000 horse-power. The shops are
traversed by five overhead electric cranes, ranging up to 40 tons lifting
capacity.
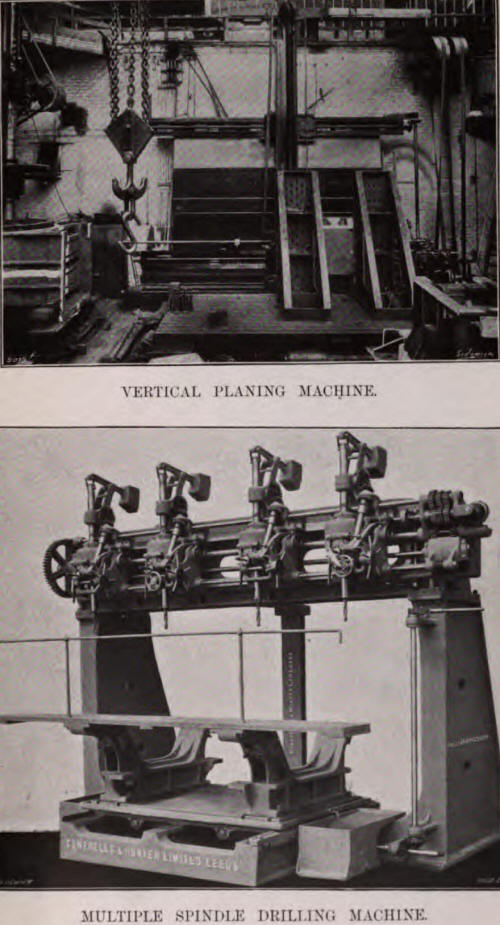
The leading dimensions and the principal work done by the more important
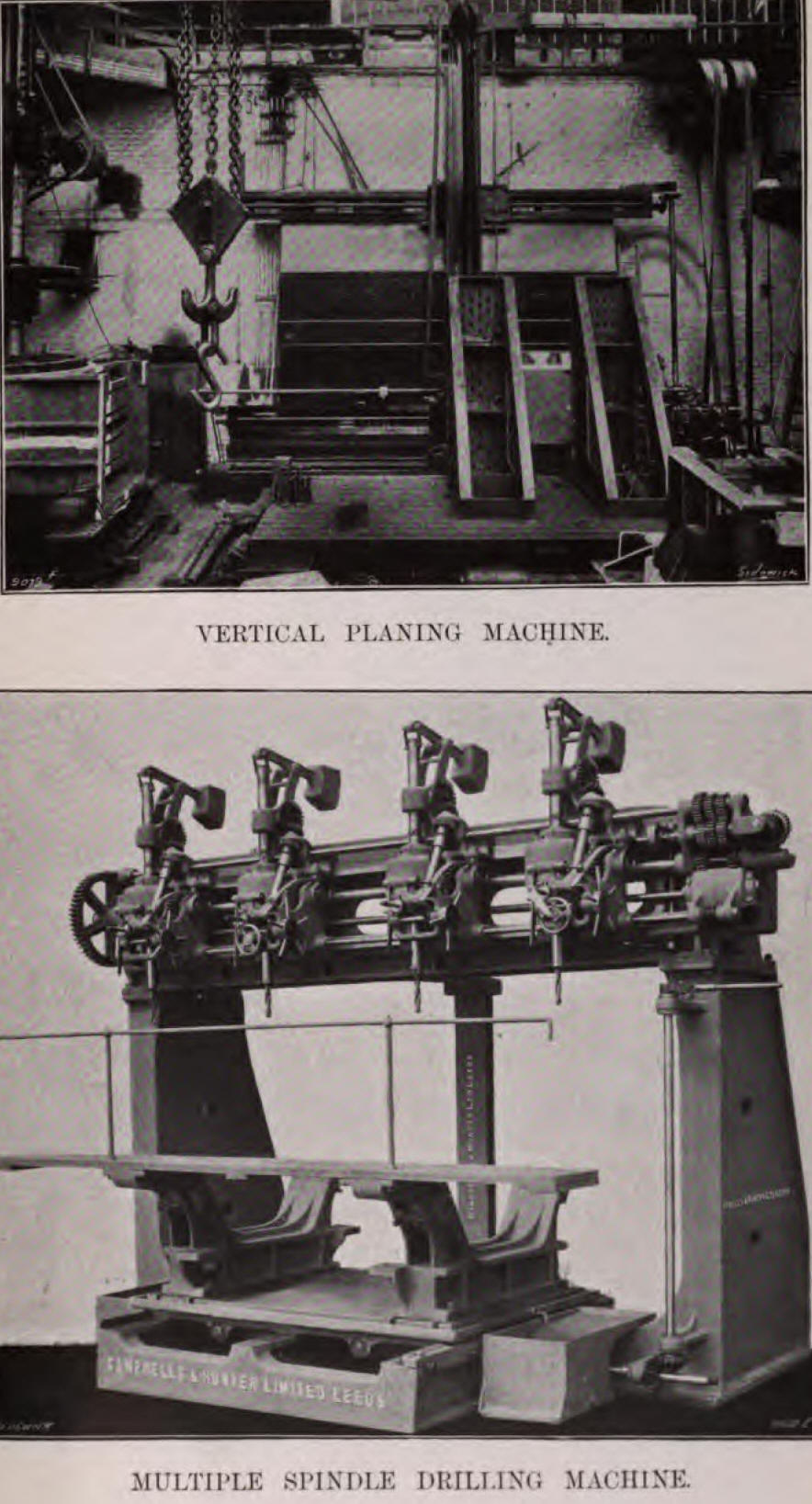
tools afford an idea of the extent of the equipment. There are several
planing and slotting machines, one of which is shown in the engraving on
Plate L., facing this page. There are two combined machines, to plane 21
ft. and to slot 18 ft., used in connection with the condensers, cylinders,
large bearing frames and sole-plates of engines, while two other smaller
tools are devoted to finishing the castings for bed-plates and columns.
For machining eccentric-rod ends, etc., there is a 24-in. slottor with a
circular table. There are two high-speed planers with two tool-boxes on
the cross-slide, which take in pieces 10 ft. by 5 ft. by 5 ft., and one to
take work 12 ft. by 3 ft by 3 ft.
In the driving of some of the heavier tools very good results have been
attained by the application of a reversible motor, which in one case has
dispensed with four bolts, a pair of bevel wheels, and two countershafts,
reducing enormously the frictional waste, and enabling higher speeds and
quicker return strokes to be attained.
For drilling work there are several large tools. Recently there has just
been fitted a multiple machine which, while primarily intended for
drilling the tube-holes in drums and water-pockets of Yarrow water-tube
boilers, is also utilised in connection with ordinary machine work. This
tool, of which an engraving is given on Plate L., facing page 108, was
manufactured by Messrs. Campbells and Hunter, Limited, Leeds. It has a
massive cross-slide carrying four saddles, movable by a powerful screw,
driven by spur-gearing and friction-clutch, controlled from one of the
saddles. The steel spindles are balanced, and have a special self-acting,
variable, rack-feed motion, as well as a quick vertical motion by hand for
rapidly adjusting the drill through the jig. Each spindle can be operated
independently. The table has a sliding motion, directed by two straight
screws coupled to the cross shaft and vertical shaft, and is carried by a
straight bed with three bearing surfaces. This machine, which weighs 20
tons, is driven by a 30 brakhorse-power electric motor.
There are two vertical boring mills used for cylinder work, one being
capable of boring up to 120 in. in diameter, and the other to 94 in. in
diameter. A combined boring and facing machine, with a table 4 ft. square,
is usefully employed on propeller bosses, valve-chests, small cylinders,
and built-up bed-plates, machine bearings, etc.
The installation of high-speed lathes is specially noteworthy. In one, the
face-plate can take in 12 ft. in diameter, and, as the length of bed is 30
ft., it is useful for large surfacing work, as well as for turning
crankshafts of the larger sizes. There are two 12-in, double-geared lathes
for surfacing and screw cutting. These are self-acting, and the lengths of
bed are 19 ft. and 12 ft. respectively. For turning piston and connecting
rods, two screw-cutting lathes of. 161-in. centres are in use, the length
of the bed being 224 ft. These have each a triple-gear headstock, and a
chuck 48 in. in diameter; with rack motion and slide-rest feeds. A 20-in,
centre lathe, with a bed 28 ft. 6 in. long, is fitted with two saddles and
four slide-rests for shaft liners, etc. Amongst others, there is a 27-in.
centre lathe for shafting, the bed being 36 ft. long.
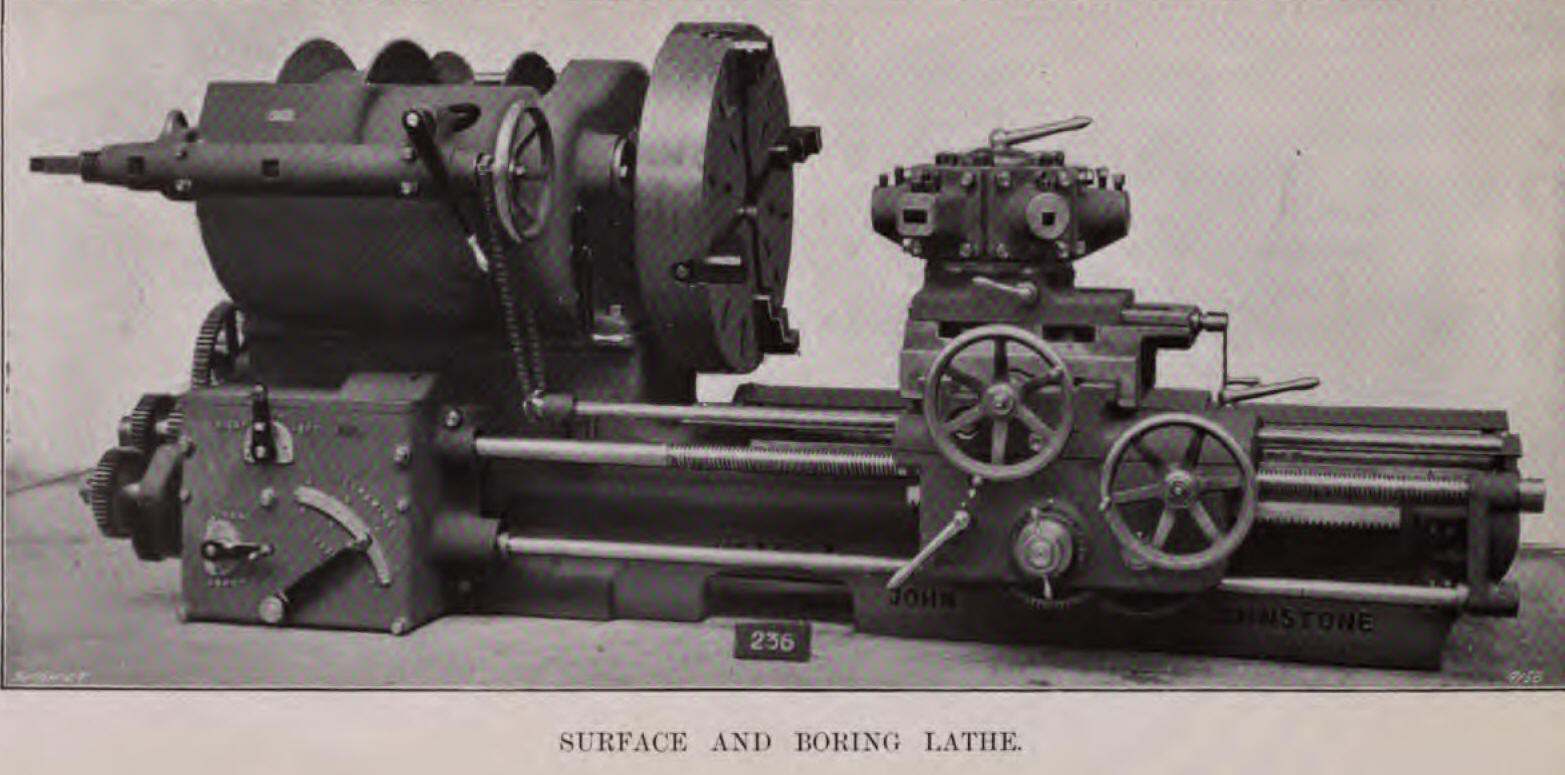
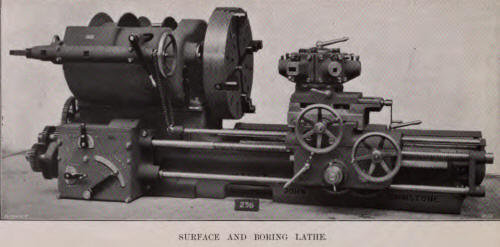
One of the lathes is illustrated on Plate LI., adjoining page 109. This is
a 48-in, surfacing and boring lathe, by Messrs. John Lang and Sons,
Limited, Johnstone. The two new features introduced are the variable speed
drive and automatic speed-changing mechanism. The headstocks can be used
for single or triple gear, and are so arranged that, even when running at
the greatest speed, there is a reduction by gearing. With this arrangement
the lathes have greater power when turning small diameters than when the
belt is used driving direct to the main spindle. The spindles, which are
hollow, with hexagonal turrets, are of crucible cast steel, ,and run in
gun-metal bearings. By means of the speed- changing mechanism, the cutting
speed of the tool is kept practically constant when surfacing. This means
that any surface can be finished off in about one-half of the time taken
by a lathe having the ordinary step-cone drive, where the workman will not
change the position of the belt while surfacing. The self-acting
feed-motions are positive.
Milling is adopted in many instances in preference to planing or slotting,
and this is especially so in connection with valve quadrants, columns,
faces, etc. For the first- named there is a large vertical miller, and for
the latter a horizontal tool with a vertical milling apparatus. For
grinding bolts, etc., a machine having a separate head for grinding taps
is used, the emery wheel being 18 in. in diameter and 11 in. broad.
A shop, now in course of construction, is to be specially laid out for the
manufacture of turbine machinery of the greatest power. It is to be 285
ft. long, with a span of 60 ft. Heavy lifts will be taken by a 100-ton
overhead crane, and ordinary work will be handled by a 40-ton electric
crane. The heavy machine tools, while specially chosen for turbine work,
are also adaptable for use in the manufacture of the heaviest
reciprocating machinery. The principal tools are large lathes suitable for
turbine rotors and crank-shafts; vertical boring machines which may be
utilised for work on cylinders as well as on turbine casings; and a heavy
planer, 10 ft. by 10 ft. by 25 ft. stroke. The necessary small machine
tools for turbine work will be put down in this department, whence also
some of the large tools will be removed from the existing shops, so that
it will be fully equipped for the purpose intended.
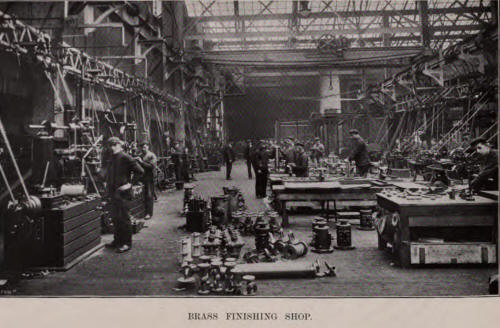
The brass - finishing shop, which is illustrated on Plate LII., facing
page 110, serves both for ship and engine work. It has only recently been
laid out anew. The machines, according to the latest practice, are
arranged down each side of the shop, and the benches occupy the centre.
Each alternate bench is utilised for the material to be operated upon, so
that the working bench is not littered in a confused way, as is too often
the case. There are representative types of the best makes of automatic
tools, turret lathes, brass - finishers' lathes, and grinding machines
with specially large discs.
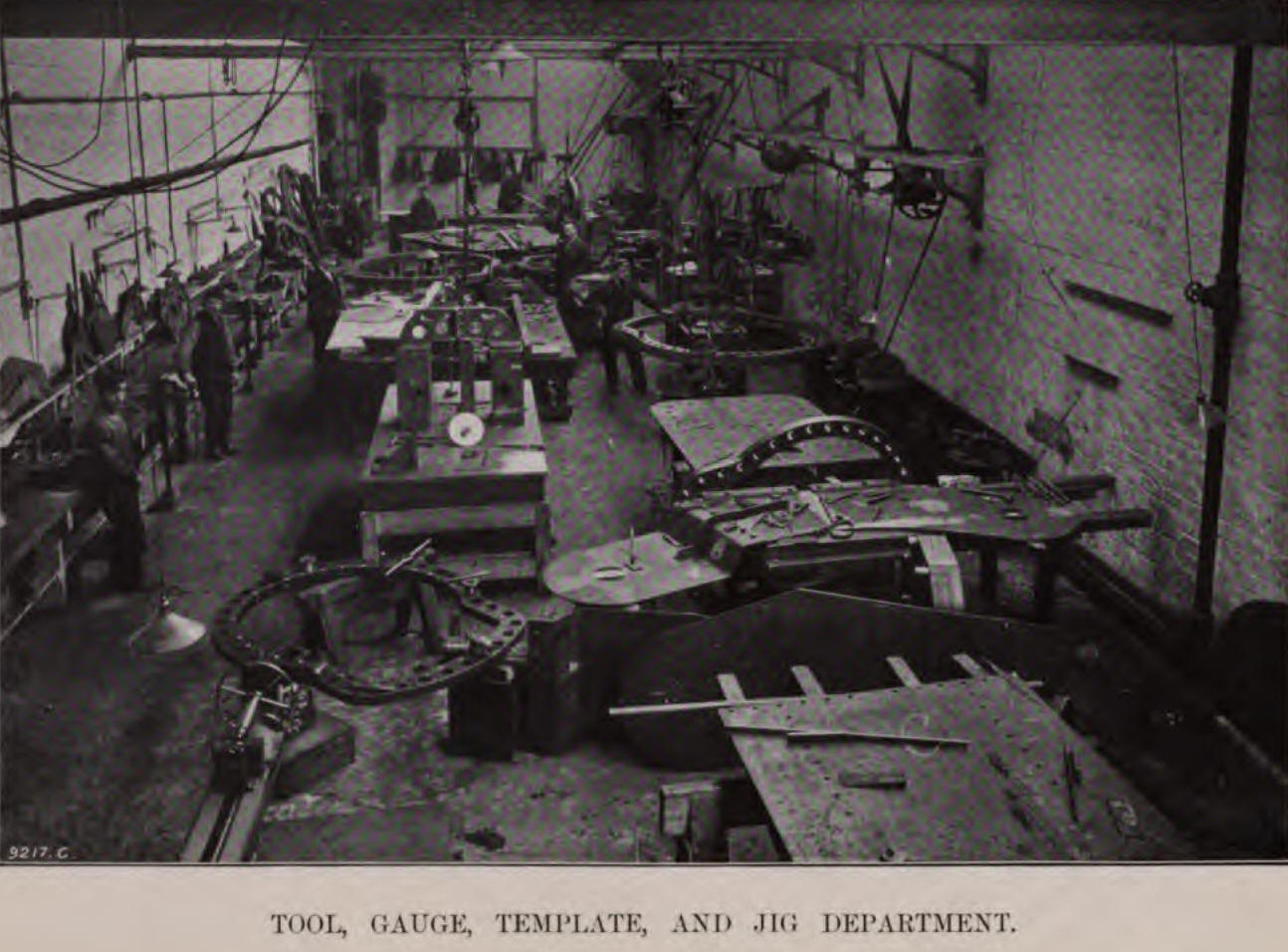
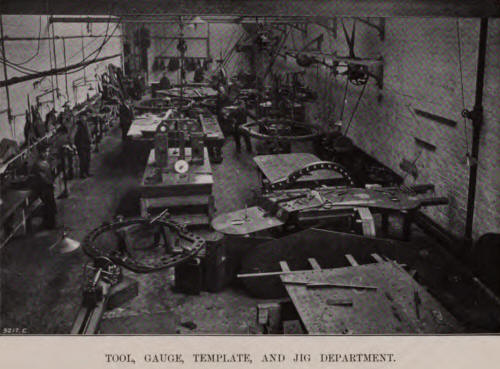
A considerable amount of work is done to limit gauge in all the shops
which we have described. This practice has been considerably developed
recently, and a specially equipped department has been organised, where
gauges, templates, and cutting tools are made. This department is
illustrated on Plate LIII., facing this page. A word may first be said as
to the significance of this new department. Where three or four ships have
engines of the same type, a set of jigs and templates for the most
important parts are at once made, so that a unit from an engine in one
ship may be fitted to an engine in another. This simplifies the ordering
of new parts, and greatly reduces the number of spare items which have to
be kept in store by the owners, in order that repairs or refits may be
effected at short notice.
For some time the Scotts have adopted this system, so that it was a simple
matter to enforce it in connection with the machinery of the twenty Thames
Steamers, and in recent naval work, where the practice is being applied in
an extended form. In the recent Admiralty work every part of an engine is
made interchangeable and identical with the corresponding parts of other
engines for the same type of ship, although built in different parts of
the country; and this fact alone will indicate the extent and intricacy as
well as the care and degree of accuracy necessary. This standardisation to
ensure interchangeability has reached its highest exemplification in the
case of the machinery for the armoured cruiser Defence, of 27,000
indicated horsepower, to be completed in twenty-one months from the
placing of the order by the Admiralty.
Then, as regards the tool-making and fettling—the other branch of work
carried out in the tool room—it has been recognised that, to make the
cutting tools efficient, it is necessary to utilise the most suitable
steel for the tools working on various metals and alloys; and the
selection of the tool steel for each metal has been systematised by the
careful collation of data of actual work. In the manufacture of the tools
special appliances are used and will be referred to presently. The workmen
are encouraged to use only tools in sound condition. Each machine-man in
the shops has ten checks, and may borrow from the store a corresponding
number of tools, but these must be returned as soon as possible for
overhaul and re-grinding. The bonus system further induces the men to
ensure that their tools are in good condition.
The tool department is separate from the main structure, and in it all
jigs, templates, and gauges, as well as tools, are constructed. Standard
gauges, as well as limit gauges, are used, and both are marked in metrical
and English dimensions. The tool room is not only carefully maintained at
a regular temperature, in order to prevent the templates and jigs from
varying in the course of their manufacture, but the appliances adopted
have been selected so as to get the most precise results. In connection
with the manufacture of large boiler taps, drill gauges, milling cutters,
etc., a specially designed gas furnace has been built, with a number of
compartments which can be used separately or collectively, according to
the size of the tool being made. The tool- smith's forge is on the
down-draught principle, so that, in addition to carrying off all smoke and
dust, it tends to keep the atmosphere pure.
Amongst the principal machines used in this tool- manufacturing department
is an 8-in. Whitworth self- acting, sliding-surfacing, and screw-cutting
lathe, with a backing-off and taper-turning attachment. The milling,
drilling, and grinding machines are all by the best makers. A 10-ft.
machine is used for making the comparative measurements from existing
standards. This machine, also of Whitwôrth make, has a measuring screw in
a fast headstock with a large dividing wheel, one division of the latter
representing 0.0001-in, in the end movement of the spindle. All transverse
and tensile testing of bars is done in this department.
A check system is used in connection with the distribution of templates,
tools, drawings, etc., and a separate store in the centre of the works is
arranged for this purpose.
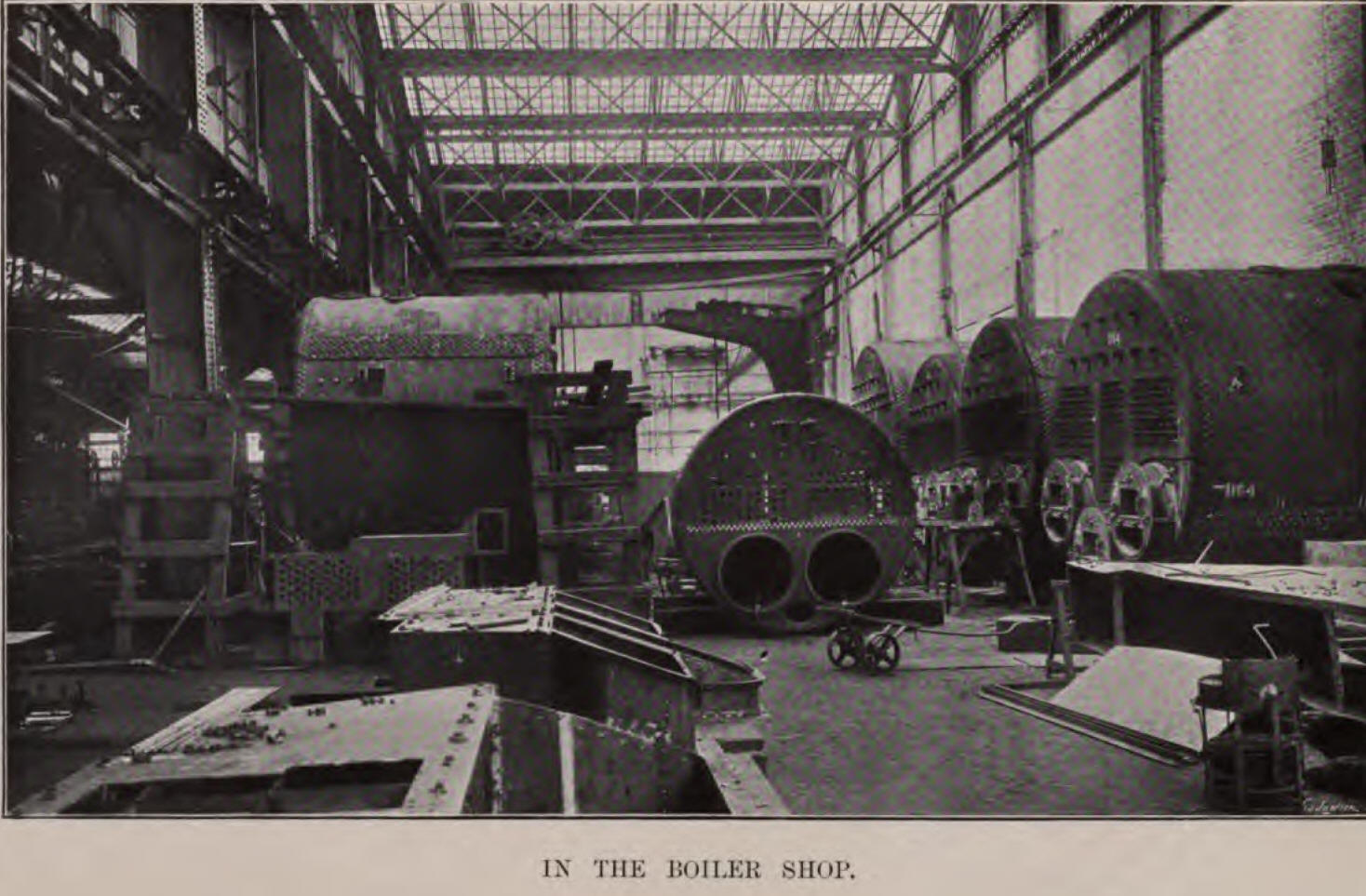
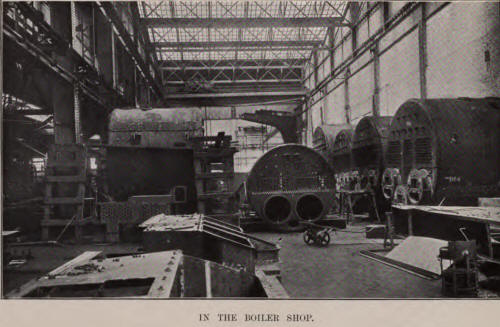
As to the boiler works, the fact that in 1905 the production was
practically one boiler per week is, of itself, testimony to the nature of
the plant adopted. The main boiler shop, together with its yard, has an
area of 7000 square yards, and a height of 45 ft. to the crane rail, and
is served by five overhead electric cranes, ranging in lifting power up to
100 tons, with numerous jib and other cranes associated with the various
machine tools.
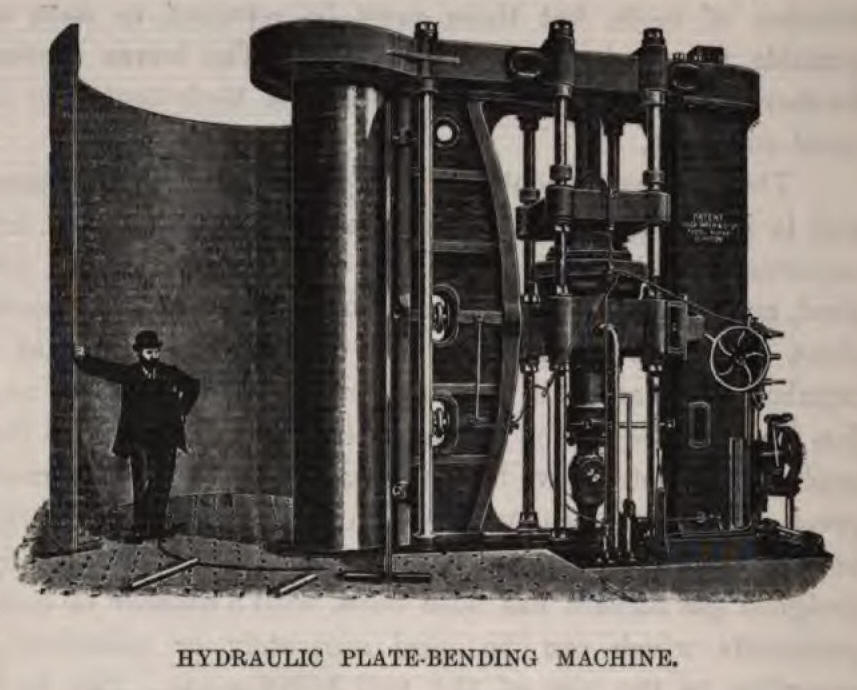
The machine tools fitted in the boiler works are all of a very powerful
character; but only a few of these.
|